【全新视界!】<舟山>(当地)防撞护栏同行低价产品视频,带你领略产品新风尚!
以下是:舟山<舟山>(当地)防撞护栏同行低价的图文介绍
防撞护栏同行低价")
防撞护栏同行低价")
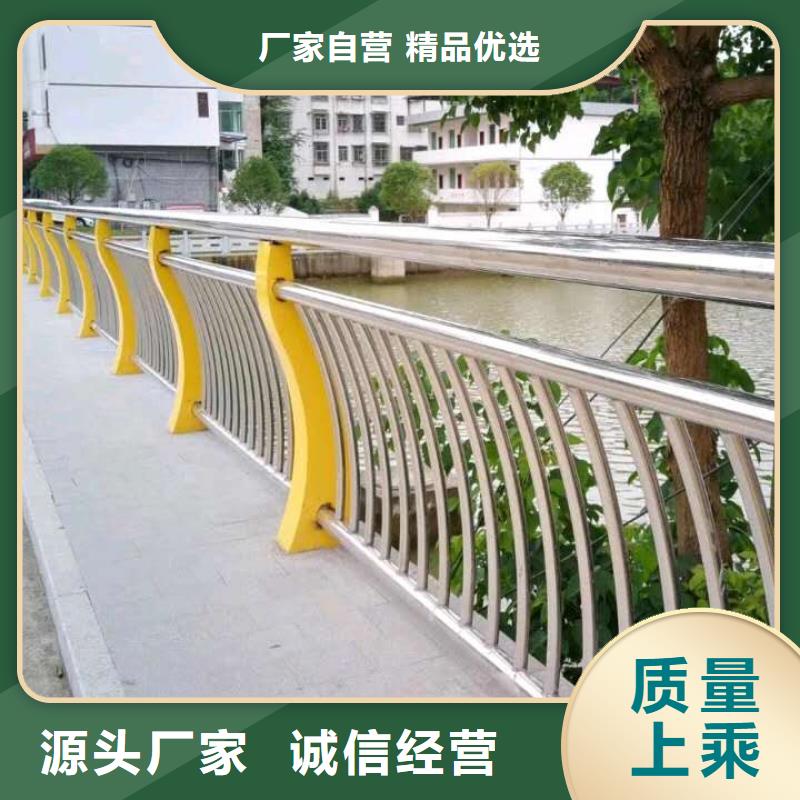
因此,不锈钢护栏,本身的安全生产在于对于原本材料的层层把关,现在护栏的使用磨合程度严重,因为护栏的选择、使用等一系列的原因,很有可能整个护栏的使用和设计。首先要放线,在土建基层上,这样做的目的是确定立柱固定点的位置,然后用冲击钻在立柱地面上钻孔,然后要做的就是将膨胀螺栓进行安装,这里要注意的是防止螺母固定不紧,钢板与螺母之间容易松动,所以在安装螺栓时要让螺栓有充分的长度在外面,待螺栓的位置确定以后,再把螺栓用工具拧紧,并且把螺杆与螺母接触的那一块地方焊死,这样螺母与钢板就不容易那么松动了。在此使用的这种方法并不仅仅适用于栏杆,同时也可适用于扶手与墙体面之间的连接。在进行这一步操作之前首先需要在不锈钢立柱的上端加工一个凹槽,然后确定立柱的倾斜角度及所用扶手的圆度,这里放线时需要拉长线的,不然无法确定。 然后将扶手在加工好的凹槽中直接放进去,按照顺序从扶手的一端向另一端进行点焊安装,要注意的是在安装过程中扶手与扶手之间的对接要准确,焊接的缝要严实。待钢管与钢管对接好之后,用不锈钢焊条将接缝进行焊接。焊接前,必须先将焊缝周围的毛刺、锈斑、油污等干净。本周防撞护栏立柱价格迎来小幅回落,周初开盘低迷开局,卷板贸易商随行就是纷纷价格纷纷下调,出货不佳。消息面第十二轮贸易商磋商无果,美联储降息25个基点,对于盘面并未带来多大利好,临近周末两天市场反而加速回落。邯郸、沈阳有部分的大户压低市场价格30-40元抛货举动对于价格当地价格产生一定冲击。乐从市场防撞护栏立柱库存继续上量,本周库存击破60万吨,需求跟进滞后,何消化如此高水平的库存以及消化速度的快慢成为近期关注问题。
防撞护栏同行低价")
防撞护栏同行低价")
防撞护栏同行低价")
立佳金属制品有限公司实力雄厚,专业生产 镀锌喷塑防撞栏、。经过多年的发展,我公司已通过国家质量管理体系认证,公司秉承"以人为本、顾客至上"的理念,引进先进设备,成熟的 镀锌喷塑防撞栏、生产工艺和完善的质量保证体系,同时拥有一支精良的施工安装和快捷周到的售后服务队伍,己发展成为舟山地区大的商业设施的生产商之一, 镀锌喷塑防撞栏、产品和服务受到广大用户的广泛好评。
防撞护栏同行低价")
防撞护栏同行低价")
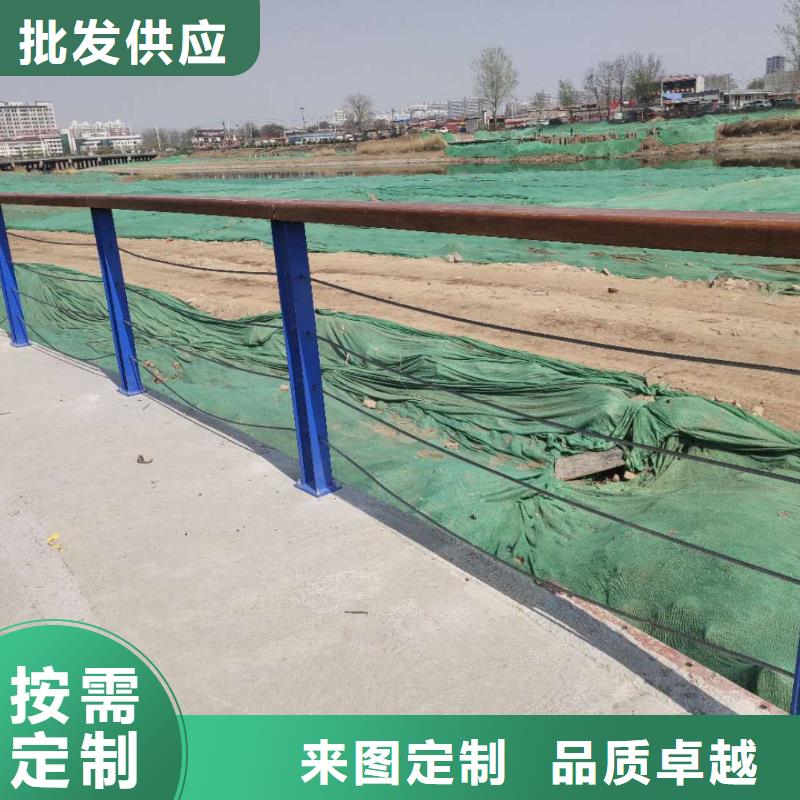
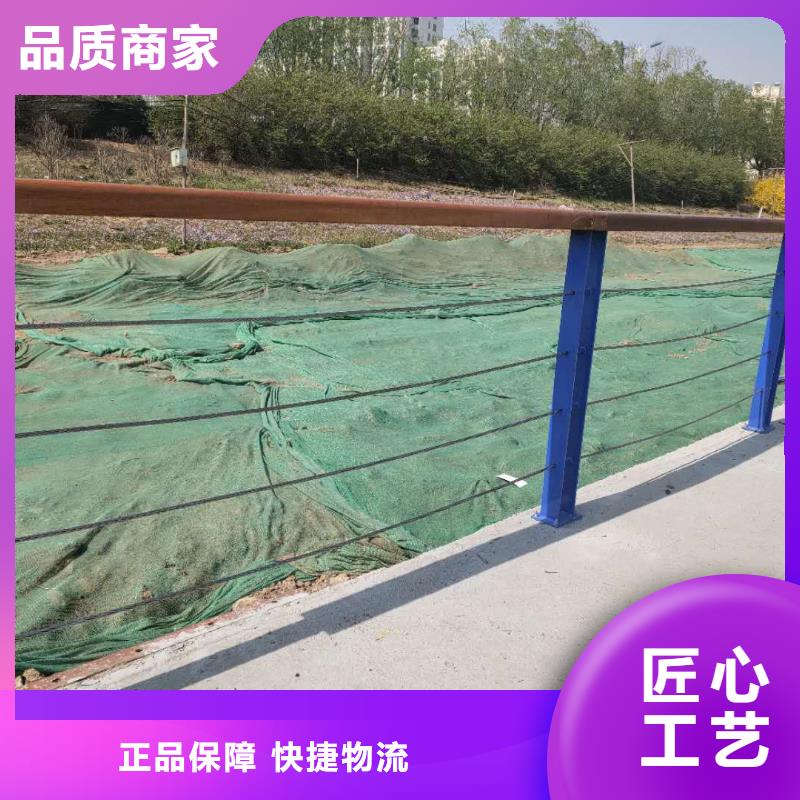
上海市场供需基本平稳,库存稍微累积,但尚在可接受范围之内,防撞护栏立柱商家心态暂且平稳。轧生产仍在有条不紊进行,防撞护栏立柱市场成交趋弱使得库存再次累积。据我网统计,截止8月2日,热轧社会库存236.97万吨,较上周同期增加7万多吨,主要是乐从库存累积明显。周五贸易商利空再次发酵,特朗普推特在9.1日对中国3000亿中国商品再加关税但又表示积极进行对话磋商,早盘大跌后惊奇反弹,期螺反弹低点3724元。空头午盘大幅减仓,防撞护栏立柱下跌中走出上涨,或是做市商有意为之。目前盘面多空交织,触底反弹但终究拉涨拉力度不足,8月初价格不具备大幅度拉涨条件,另外需求尚未完全启动,本周市场大户低于价格30元左右出货情况有所缓解,因此预计下周防撞护栏立柱价格区间在±30元区间震荡,可能走势是先跌后涨。 本周桥梁护栏厂家价格缓慢上涨,周比上涨30元/吨。上周末小价格略有上涨,成交偏强,因没有作为指导,市场成交依赖于下游需求状态,所以高价成交显得较为容易,但是周一开盘成走弱的趋势,因此,窄带厂家盘中“砸价”以求出货,然而随着黑色系的震荡运行,下游市场心态也随之发生了变化,桥梁护栏厂家采货积极性起伏不定,这样也导致了小窄带价格波动运行。从成交量方面来看,本周的成交较上周明显增强,厂家出清售罄现象在本周频频发生,但下游架子管销量略显平平,因此架子管对于高价持有保守态度,大量的货物主要集中在贸易商手中,目前带钢下游部分镀锌带厂倒挂严重。环保限产持续至今,产能利用率维持低位,市场部分出现规格短缺现象,整体交投氛围一般。
防撞护栏同行低价")
防撞护栏同行低价")
防撞护栏同行低价")
对所采取的复层焊接→过渡层焊接→基层焊接的焊接顺序, 原则上可以理解为复层母材的焊接工艺评定与相对应的耐蚀堆焊焊接工艺评定的组合焊接工艺评定, 但需要注意耐蚀堆焊焊接工艺评定的覆盖范围是否满足要求。 不锈钢复合钢管道在基层或复层焊前需要预热时, 预热温度参照相关规范中各种材质的预热温度, 过渡层的预热根据基层或复层材质来确定,当基层和复层都需要预热时, 按预热温度高的一侧执行。 由于焊接工程中杂质受热会分解成 H2O 和 CO2, 在熔池内产生大量的气体, 严重时发生爆裂破坏熔池。 因此, 焊接前应用棉纱将接触层的油、 漆、 垢及氧化层等清理干净, 油污或赃物沾染严重的应用细砂纸打磨, 酒精脱脂, 丙酮清洗,直至露出金属光泽。 焊接前还需对内衬不锈钢复合钢管的基层和复合层进行预热。 均匀的预热一方面可减小焊接应力, 另一方面可降低焊接应变速度, 有利于避免产生焊接裂纹。 预热宜采用电加热方法, 以对口中心线为基准, 两侧各不小于管壁总厚度的 3 倍, 且不小于 50 mm, 并防止过热。
防撞护栏同行低价")
防撞护栏同行低价")
防撞护栏同行低价")




 扫一扫
扫一扫